|
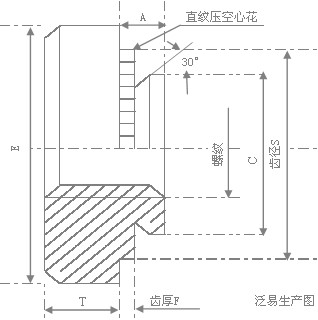
压铆螺母是专为薄板连接而设计的,安装前需要在板上预先打个孔(孔径请参照我司提供的板孔径参数),将压铆螺母放入孔内,利用压铆设备压装后就会牢牢的嵌铆在板上。安装好的板材背面可以保持完全平整,压铆螺母与薄板完美连接,美观又实用。因为压铆螺母具有薄板连接不可替代的作用,所以被广泛运用于钣金、精密电子电器或精密设备上面。
苏州易扣紧固件有限公司机台长年固定生产压铆螺母,每台机床生产单一规格压铆螺母不改机而仅仅更换材质,力争达到生产成本最小化、产品品质更稳定,所以我们的压铆螺母价格低于全国平均价,从而为客户带来更大竞争优势。
由于我司长期生产压铆螺母,我们的生产经验更加丰富对质量要求更加严格。如:快削钢的压铆螺母每批产品下线后我们都要经过淬火处理,表面硬度达到HV380至HV430之间,虽然有些特定使用环境的用户不一定需要淬火后的硬度,但我们仍然保证每一批的热处理;在压齿纹花方面,以M3快削钢压铆螺母为例,公司规格每个压花轮压花不超过10000个即更换,而不锈钢则不超过4000个,以保证压花齿纹清晰可见;在攻牙方面,由于较大规格压铆螺母需人工攻牙,而人工攻牙难免产生漏攻牙现象,我们在此基础上加一道全检工序以保证100%有牙。
苏州易扣紧固件公司面对全球环境趋势,积极响应环保要求,到目前为止
碳钢压铆螺母全部采用三价铬电镀,同时亦提供12L15环保易车铁的压铆螺母都有常备库存。公司生产的碳钢压铆螺母和不锈钢压铆螺母全部符合欧盟ROHS标准,并可以提供第三方检测报告(SGS报告)。 |